Do you know if your underwater pelletizer is providing you with the desired pellet quality and...

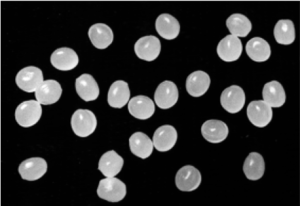
Under normal processing conditions and with properly designed equipment, underwater pelletizing should yield pellets uniform in size, shape, weight, and other desired characteristics for subsequent processing or aesthetics. To ensure consistency, it’s important to identify common issues that lead to pellet defects during start-up; including worn pelletizing components and incorrect operating conditions. In most cases, pellet defects have multiple causes. Addressing one variable at a time and allowing time between adjustments will help you determine the full effect of each change before making additional modifications.
In this blog, we’ve summarized 13 common pellet quality issues with photo examples, defect names, possible causes, and troubleshooting steps for correction. We hope this will help you more easily define defects and proactively work to eliminate them to achieve high-quality pellets.
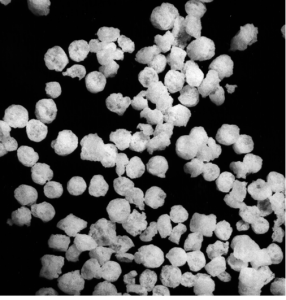
Issue 1: Agglomeration and Large Clusters

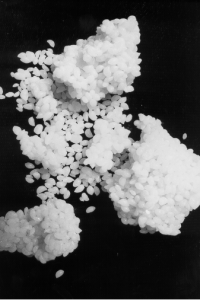
Cause:
-
- Product is too hot
- Quench water is too hot
- Low quench water flow
- Product is inherently tacky
- Die holes are too close
Troubleshooting:
-
- Lower the product temperature
- Lower the water temperature
- Check water rate
- Check for proper surfactant levels, if applicable
- Make knife adjustment
Issue 2: Fines and Angel Hair
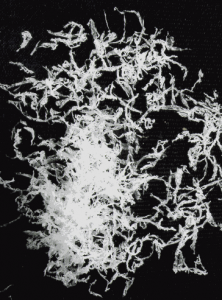
Cause:
-
- Chipped or cracked orifice tips
- Die holes are partially blocked
- Shaft is not aligned properly
- Knife tracking issues
Troubleshooting:
-
- Make knife-to-die adjustment
- Plug chipped holes
- Purge die and check flow uniformity
- Check ID/OD knife coverage on orifice holes
- Realign Pelletizer
- Refurbish die plate
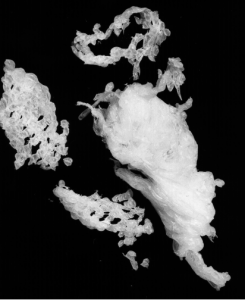
Issue 3: Twins, Triplets and Chains

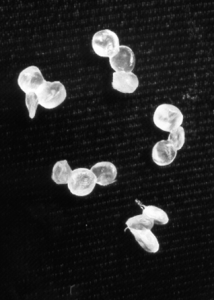

Cause:
-
- Product is too hot
- Quench water is too hot
- Low quench water flow
- Knife speed is too high
- Product is inherently tacky
- Die holes are too close
Troubleshooting:
-
- Lower product temperature
- Lower temperature
- Check water flow rate
- Reduce knife speed
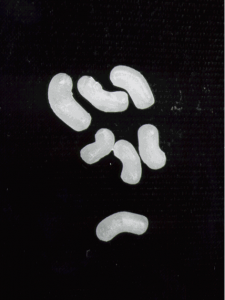
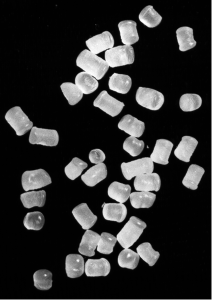
Issue 4: Dog bones and Dumbbells

Cause:
-
- Low viscosity or high MI product
- Elastic/stretchy product
- Blades worn beyond the limit
Troubleshooting:
-
- Make knife clearance adjustment
- Lower quench water temperature
- Ensure the blades’ leading edges are sharp
- Replace knife hub
Issue 5: Tails


Cause:
-
- Chipped or cracked orifice tips
- Knife-to-die gap is too large
- Die surface is irregular
- Shaft is not aligned properly
- Knife tracking issues
Troubleshooting:
-
- Plug chipped holes
- Make knife adjustment
- Check ID/OD knife coverage on orifice holes
- Realign pelletizer
- Replace and refurbish die plate
Issue 6: Longs and Elbows

Cause:
-
- Knife speed is too slow
- Extrusion rate is too high
- Frozen die holes
- Low melt temperature
- Too few knives on the knife hub
Troubleshooting:
-
- Complete pellet efficiency calculation
- Increase the knife speed
- Reduce the extrusion rate
- Increase the die temperature
- Increase the water temperature
- Restart the pelletizer
- Increase the number of knives
Issue 7: Internal Voids
Cause:
-
- Moisture in the polymer entering pelletizer
- Entrained gas or volatiles in polymer
- Quench rate is too fast
Troubleshooting:
-
- Ensure the polymer is dry
- De-gas polymer upstream of pelletizer
- Strip polymer solvents
- Increase quench water temperature
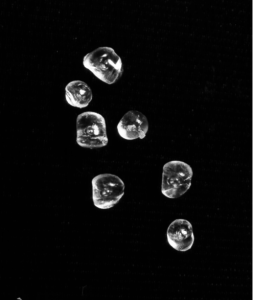
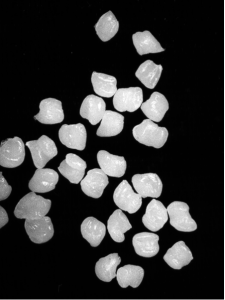
Issue 8: Dimples

Cause:
-
- Shrinkage due to fast quenching
Troubleshooting:
-
- Increase quench water temperature
Issue 9: Dust

Cause:
-
- Product is friable or brittle in solid-state
Troubleshooting:
-
- Slow centrifugal dryer speed; no more than 10 percent
Issue 10: Surface or Melt Fracture
Cause:
-
- Extrusion rate is too high
- High die-hole shear rate
- Product is too viscous
- Frozen die holes
- Orifice hole final land is scored
Troubleshooting:
-
- Reduce the extrusion rate
- Increase product temperature
- Use a larger hole diameter
- Use a shorter orifice hole final land length
- Increase die plate internal temperature
- Smooth final land surface
Issue 11: Trash or Shavings

Cause:
-
- Knife-to-die gap is too large
- Infrequent knife adjustment
- Die face has build-up of smeared product
- Blades are not ground properly
- Die surface is worn irregularly
- Product is inherently stringy
Troubleshooting:
-
- Make knife adjustment
- Blades worn beyond the limit
- Ensure the blades’ leading edges are sharp
- Replace the knife hub
- Refurbish the die plate
Issue 12: Popcorn
Cause:
-
- Moisture in polymer entering pelletizer
- Entrained gas or volatiles in polymer
- Quench rate is too fast
Troubleshooting:
-
- Ensure the polymer is dry
- De-gas polymer upstream of pelletizer
- Strip polymer solvents
- Increase quench water temperature
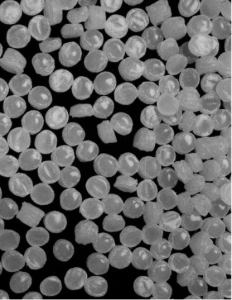
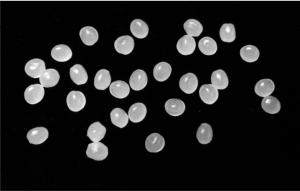
Issue 13: Non-Uniform Pellets in Length, Size, or Shape
Cause:
-
- Temperature or viscosity change in product
- Die plate segments are not evenly heated
- Die plate heating manifold inlet/outlet design
Troubleshooting:
-
- Add static or another mixer
- Check condensate traps or other heating media restrictions at each die plate segment
- Refurbish die if insulation is lost
Finally, use recommended calculations to determine if your die plate orifice holes are open before making other adjustments. This will ensure you are not adjusting your underwater pelletizer to produce optimum pellets at a sub-optimum rate.
If you need assistance in calculating the percentage of open holes, do not hesitate to contact us and our extrusion pelletizing systems team. We are here to make sure you have ideal set-up conditions to produce high-quality pellets with greater efficiency.
Stay safe and healthy! For any other questions, e-mail marketing or comment below.

